| • |
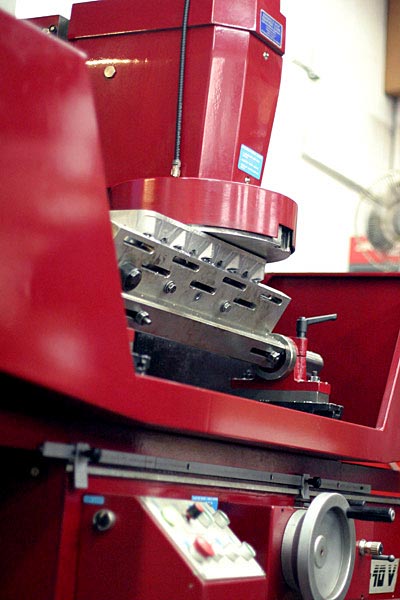
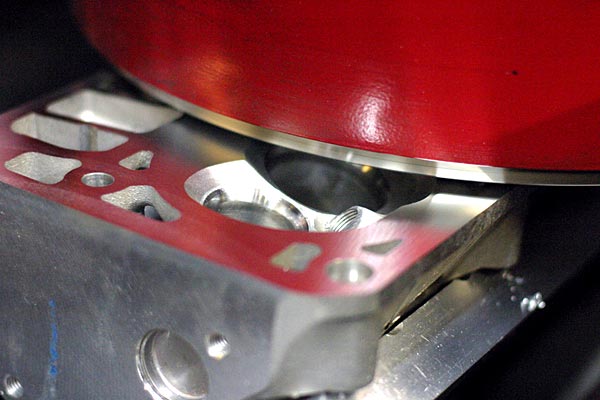
Milling Heads |
CALL |
| • |
Valve Job |
CALL |
| • |
Installing Valve Seats (x16) |
CALL |
| • |
Guides (Remove and Install) |
CALL |
| • |
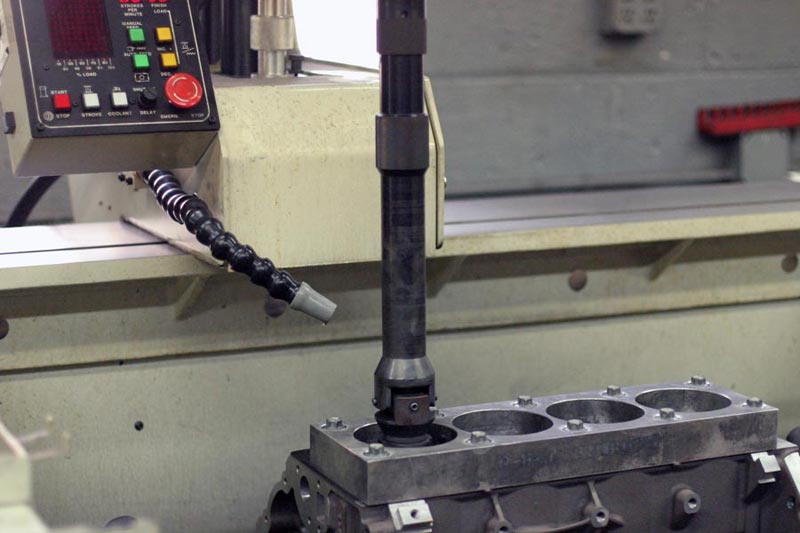
Line-honing block |
CALL |
| • |
Decking Block |
CALL |
| • |
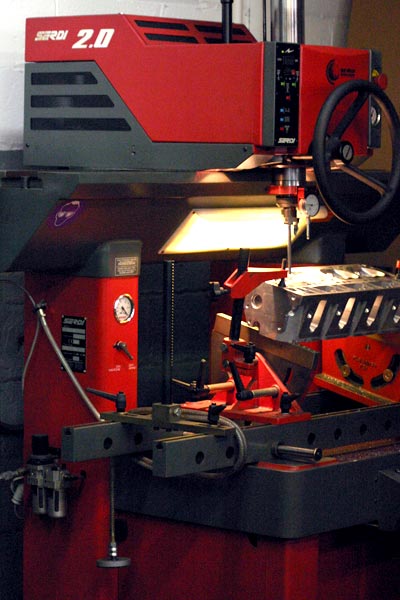
Boring and Honing block w/Torque Plate |
CALL |
| • |
Touch up Hone of block w/Torque Plate |
CALL |
| • |
Re-Sleeve LS1/LS2 Block |
CALL |
| • |
Cylinder Head Repair |
$ per case basis |